
Hydraulic Hose manufacturer supplier
April 25, 2020
Rubber Suction Hose
May 5, 2020
Description:
Ali Enterprises have Best quality Food & pharmaceutical grade hoses and we are manufactured at the FDA Certification measurements. Our Quality Hoses are used for the transportation of liquids and aspiration, food & pharmaceutical fields. they can be rubber or plastic. When working in food and pharmaceutical applications, it is very important to use food grade hoses to maintain the physical integrity of the media being transferred in.
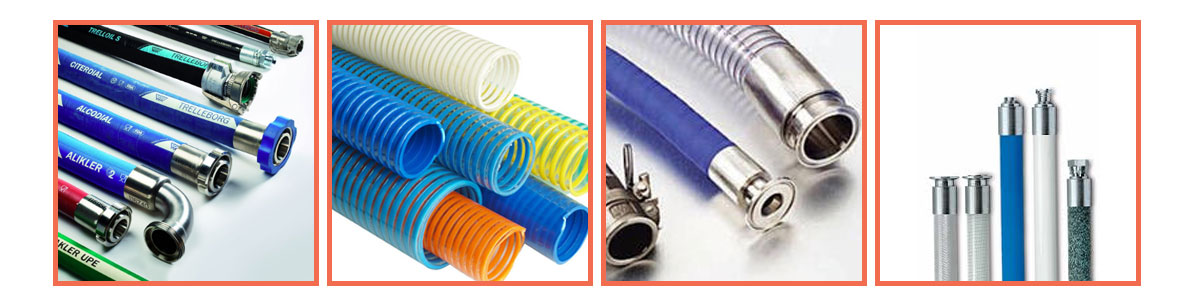
We are a Wholesale Distributor of Food and Pharmaceutical Hoses – We have range of light-duty, highly flexible, Master-PUR L Food A Multi. Food and Pharma Silicon Hoses, PU Food Grade Hoses, PVC Food Grade Hoses, and EPDM. PU Suction & Transport Hose, food–grade quality acc. to EU 10/2011 and FDA, permanently antistatic.
Unveiling the Importance of Pharmaceutical-Grade Hoses: This section provides a detailed exploration of the pivotal role that pharmaceutical-grade hoses play in the pharmaceutical industry. Learn how these hoses are designed to meet the highest standards of purity and safety, ensuring the integrity of pharmaceutical products throughout the manufacturing process.
Material Specifications for Pharmaceutical-Grade Hoses: Discover the intricacies of the materials used in manufacturing pharmaceutical-grade hoses. Explore the specifications of materials such as silicone, EPDM, and PTFE, chosen for their compatibility with pharmaceutical applications and their ability to maintain the purity of transferred substances.
Meeting Stringent Industry Standards: Pharmaceutical manufacturing is subject to rigorous standards, and pharmaceutical-grade hoses are no exception. Uncover the stringent industry standards that these hoses adhere to, ensuring that they meet the requirements for hygiene, sterility, and overall product quality.
Safe Transfer of Pharmaceutical Substances: Pharmaceutical grade hoses are designed to facilitate the safe transfer of various substances, from raw materials to finished pharmaceutical products. This part of the guide explores the features and design elements that contribute to the reliability and safety of substance transfer in pharmaceutical manufacturing.
Regulatory Compliance and Certifications: Understand the importance of regulatory compliance in the realm of pharmaceutical-grade hoses. Learn about certifications and standards that validate the quality and suitability of these hoses for pharmaceutical applications, ensuring adherence to regulatory requirements.
Contributing to Product Integrity: Maintaining the integrity of pharmaceutical products is paramount. Explore how pharmaceutical-grade hoses play a key role in preventing contamination, ensuring consistent product quality, and contributing to the overall efficacy and safety of pharmaceutical formulations.
Frequently Asked Questions (FAQs):
- What makes pharmaceutical-grade hoses essential in the industry?
- Pharmaceutical-grade hoses are crucial for maintaining product integrity, adhering to industry standards, and ensuring safe substance transfer.
- Which materials are commonly used in pharmaceutical-grade hoses?
- Learn about materials like silicone, EPDM, and PTFE, specifically chosen for their compatibility with pharmaceutical applications.
- What industry standards do pharmaceutical-grade hoses meet?
- These hoses adhere to stringent standards for hygiene, sterility, and overall product quality in pharmaceutical manufacturing.
- How do pharmaceutical-grade hoses ensure the safe transfer of substances?
- Discover the features and design elements that contribute to the reliability and safety of substance transfer in pharmaceutical manufacturing.
- What certifications validate the quality of pharmaceutical-grade hoses?
- Explore certifications and standards that validate the quality and suitability of these hoses for pharmaceutical applications, ensuring regulatory compliance.
- How do pharmaceutical-grade hoses contribute to product integrity?
- These hoses play a vital role in preventing contamination, ensuring consistent product quality, and contributing to the overall efficacy and safety of pharmaceutical formulations.

for blog and website design solution click here




